







PP1213A PP1009S CNC гидравлик йөк машинасы балкасы өчен югары тизлекле тишүче машина




| ЮК. | Әйбер | Параметр | ||
| PP1213A | PP1009S | |||
| 1 | Сугу көче | 1200KN | 1000KN | |
| 2 | Максимумтәлинкәзурлык | 800×3500 800×7000мм(Икенчел позицияләү) | ||
| 3 | Тәлинкәкалынлык диапазоны | 4~12mm | 4~12mm | |
| 4 | Штуфинг станциясе | Модуль номеры | 13mm | 9mm(өске 5, аскы 4) |
| Максималь перфоратор диаметры | φ60 | φ50 | ||
| 5 | Перфоратор зурлыгы(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (8 мм калынлыктагы пластиналы штамплар җыелмасы) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (пластина калынлыгы 8 булган калып җыелмасын да кертеп)mm) | |
| 6 | Сугулар саныминутына | 〉42 | <42 | |
| 7 | Warpageозынлык | <2mm | <25 | |
| 8 | Кыскычлар саны | 3 | ||
| 9 | Система басымы | Hюгары басым | 24 МПа | |
| Lтүбән басым | 6 МПа | |||
| 10 | AIR басымы | 0,5 МПа | ||
| 11 | Гидравлик насосның мотор көче | 22 кВт | ||
| 12 | X күчәре серво мотор көче | 5 кВт | ||
| 13 | Y күчәре серво мотор көче | 5 кВт | ||
| 14 | Гомуми сыйдырышлык | 55кВА | ||

1. Авыр йөк машинасының станок катламы югары сыйфатлы корыч пластиналарны эретеп ябыштыру структурасын куллана. Эретеп ябыштырганнан соң, өслек буялган, шуның белән корыч пластинаның өслек сыйфаты һәм дат басуга каршы сәләте яхшыртылган. Токарь катламының эретеп ябыштыру өлешләре эретеп ябыштыру көчәнешен максималь дәрәҗәдә бетерү өчен җылылык белән эшләнә.

2. Машинаның ике CNC күчәре бар: x күчәре - кыскычның сул һәм уң хәрәкәте, Y күчәре - кыскычның алгы һәм арткы хәрәкәте, ә югары катылыктагы CNC эш өстәле тукландыруның ышанычлылыгын һәм төгәллеген тәэмин итә.
3. X. Y йөртүче вал трансмиссия төгәллеген тәэмин итү өчен төгәл шар винтын куллана.
4. X һәм Y күчәрләре төгәл сызыклы юнәлеш бирүче рельсны куллана, зур йөкләнеш, югары төгәллек, юнәлеш бирүче рельсның озын хезмәт итү вакыты белән тәэмин ителә, һәм машинаның югары төгәллеген озак вакыт саклый ала.
5. X һәм Y күчәрле приводлы моторлар немец AC сервомоторлары белән эшли. Y күчәре ярым ябык контур позициясе кире элемтәсен гамәлгә ашыра.
6. Машина һәрвакыт яхшы эш хәлендә булсын өчен, ул үзәкләштерелгән майлау һәм үзәкләштерелмәгән майлау комбинациясе белән майлана.
7. CNC эш өстәле нигезгә турыдан-туры беркетелгән хәрәкәтләнүче материалдан эшләнгән, һәм эш өстәле универсаль ташучы шар белән җиһазландырылган, ул аз каршылык, түбән тавыш һәм җиңел хезмәт күрсәтү өстенлекләренә ия.
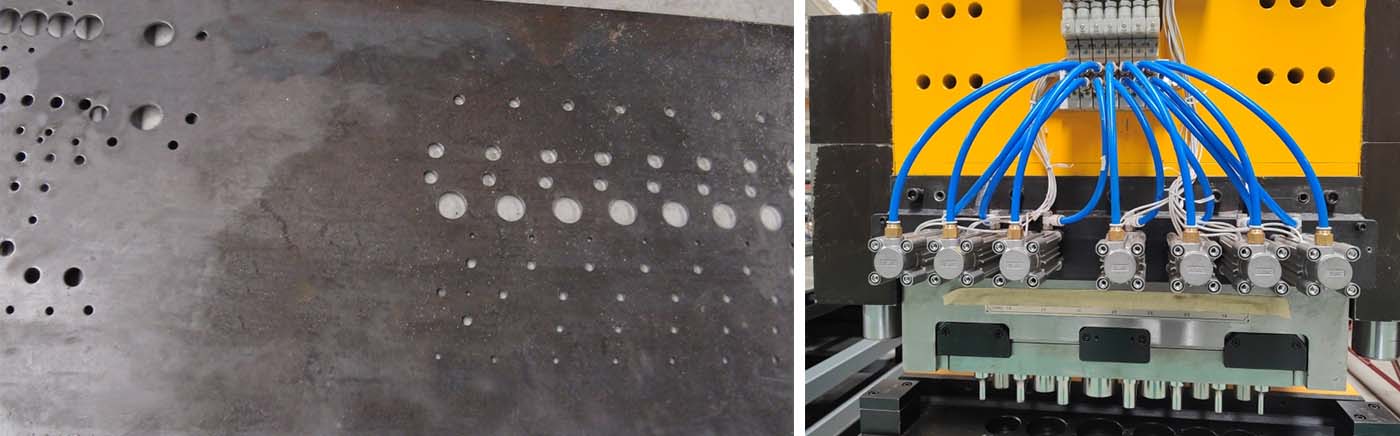
8. Машинаның штамплау штампының урнашуы ике рәт сызыклы урнашуны куллана, һәм максималь штамплау диаметры 50 мм. Гидравлик цилиндрның поршенье ике сызыклы тәгәрмәч юнәлеше белән слайд блогын өскә һәм аска хәрәкәтләндерә, бу штампның һәм штампның төгәл тигезләнешен тәэмин итә һәм озын хезмәт итү вакытына ия. Штамплау штампының урнашуын сайлау цилиндрның мендәр блогын этеп һәм тартып алу ысулын куллана, бу штампны тиз алыштыру, югары ышанычлылык һәм уңайлы хезмәт күрсәтү өстенлекләренә ия.
9. Материал өч көчле гидравлик кыскыч белән кысыла, алар тиз хәрәкәтләнә һәм урнаша ала. Кыскыч материал тирбәнешенә карап өскә һәм аска йөзә ала. Кыскычлар арасындагы араны материалның кысу кырые озынлыгына карап көйләргә мөмкин.

10. Аның кыска эшкәртү вакыты, тиз урнаштыру, гади эшләү, азрак мәйдан һәм югары җитештерү нәтиҗәлелеге кебек өстенлекләре бар.
11. Компьютер интерфейсы инглиз телендә, операторлар өчен җиңел үзләштерелә.
| NO | Исем | Бренд | Ил |
| 1 | CNCсистема | Siemens 808D | Германия |
| 2 | Серво мотор һәмSэрво драйверы | Siemens / Panasonic | Германия/Япония |
| 3 | Сызыклы хәрәкәт юнәлеше | HIWIN/PMI | Тайвань, Япония |
| 4 | Шар винт | I+F/NEEF | Германия |
| 5 | Цилиндр | SMC/FESTO | Япония / Германия |
| 6 | Каты халәт релесы | Вайдмюллер | Германия |
| 7 | Чылбырны тарту | Igus/CPS | Германия/Көньяк Корея |
| 8 | Ике канатлы насос | Денисон/Альберт | АКШ |
| 9 | Гидравлик клапан | ATOS | Италия |
| 10 | Май суыткычы | Tongfei / Laber | Кытай |
| 11 | Май майлау җайланмасы | Херг | Япония |
| 12 | Түбән көчәнешле электр компонентлары | Шнайдер | Франция |
Искәрмә: Югарыда күрсәтелгән компонентлар безнең стандарт тәэмин итүчебез. Әгәр югарыда күрсәтелгән компонентлар махсус мәсьәлә килеп чыкса, аларны башка брендның шул ук сыйфатлы компонентлары белән алыштырырга мөмкин.



Компания турында кыскача мәгълүмат  Завод турында мәгълүмат
Завод турында мәгълүмат  Еллык җитештерү куәте
Еллык җитештерү куәте  Сәүдә сәләте
Сәүдә сәләте 





